

1,3-丙二醇技术及技术路线选择
1.1 1,3-丙二醇的基本概况
1,3-丙二醇(1,3-Propanediol,简称1,3-PDO,化学式为:CH2OHCH2CH2OH),是一种重要的有机化工原料,主要应用于油墨、涂料、化妆品、制药、防冻剂等行业,它最重要的用途是作为聚酯、聚醚和聚亚氨酯的单体。由它合成的聚酯有独特的性质和优异的性能,而且可以使聚酯塑料具有易于自然循环的可生物降解特性。
近年来,作为重要的有机合成原料和中间体,因其独特性能以及广泛的用途成为研究开发的热点。
1.2 1,3-丙二醇的理化性质
1,3-丙二醇是无味、无色或灰黄色粘稠状透明液体,有吸水性质。可溶于水、醇、醚等多种有机溶剂,稍溶于苯和氯仿,其化学性质体现了醇和二醇的典型性能,能与酸反应后生成酯。
1.3 1,3-丙二醇的包装、贮存及运输等
1,3-丙二醇一般采用200公斤衬塑钢桶包装,也可根据用户要求包装。
1,3-丙二醇应储存在常温、密封、远离明火的仓库内;储运时应防湿、防晒、防火等。
第二章:1,3-丙二醇的合成工艺及进展
1,3-丙二醇作为制造PTT的重要原料,早在1948年,美国 Shell(壳牌)公司申请了以丙烯醛水合路线合成1,3-丙二醇的专利,20世纪60年代和70年代,又将此专利进行产业化实施,进入20世纪80年代和90年代,德国Degussa公司开发了丙烯醛路线制1,3-丙二醇的方法,之后,美国Shell公司又开发了以环氧乙烷为原料生产1,3-丙二醇工艺,1996年美国Shell公司开始工业化生产。目前,具有工业应用前景的生产方法主要有3种:丙烯醛水合氢化法、环氧乙烷碳基化法和生物工程法。生物工程法是近几年才实现工业化,其他方法尚在研究阶段。
2.1 1,3-丙二醇化学法合成技术及进展
1,3-丙二醇(1,3-PDO)有多种化学合成方法。目前已经实现工业化生产的化学合成方法主要是丙烯醛水合法和环氧乙烷(简称EO)羰基化法,但也有其它研究单位开发了诸如甲醛乙醛缩合制备1,3-丙二醇、乙烯经Prins反应合成1,3-丙二醇、以甘油为原料通过化学反应制备1,3-丙二醇、由3-羟基丙醛(简称3-HPA)一步加氢合成1,3-丙二醇等的化学合成方法。
2.1.1 丙烯醛水合法
丙烯醛水合、氢化制备1,3-PDO工艺方法申请专利最多的是德国Degussa公司,是以丙烯醛为原料生产1,3-PDO的工业化路线,主要步骤为:丙烯醛水合制3-HPA,然后催化加氢制得1,3-PDO;其次是德国赫司特公司。其反应方程式为:
CH2=CHCHO+H20—>HOCH2CH2CHO+H2—>HOCH2CH2CH20H
①丙烯醛水合制3-HPA
丙烯醛水合制备3-HPA,最早采用无机酸作催化剂,但产率低、选择性低以及伴随丙烯醛遇酸缩合或聚合等问题。为解决这些问题,Degussa公司以弱酸性离子交换树脂作为催化剂,使得3-HPA选择性、丙烯醛水合转化率和选择性都得到大幅提高。美国专利中也提出了1种以含磷酸基的酸性螯合型阳离子交换树脂作为催化剂的方法,反应温度为50~80℃,丙烯醛转化率可以保持在85%~90%,3-HPA选择性可达80%~85%。Degussa公司Arntz等人采用弱酸性离子交换树脂用少量钠、镁、铝离子改性,在釜式反应器中于50℃反应4h,丙烯醛转化率可达88.9%~90.5%,3-HPA选择性为80.4%~82.8%;但催化剂使用200h后,反应的转化率和选择性开始降低。为此,Degussa和赫司特相继开发出无机载体的酸性催化剂。
Degussa公司使用表面积为50cm2/g的TiO2或r-Al2O3为载体,经H3PO4或NaH2PO4溶液浸透处理,制得Ti-O-P结构活性催化剂。反应在0.1~2MPa、50~70℃、进料空速0.5h-1的条件下,丙烯醛水合转化率为50%,3-HPA选择性可达约81%,该催化剂体系具有容易制备、载体稳定、适用温度高、可再生使用等优点。
赫司特公司以ZSM-5分子筛为活性组分制得的催化剂在丙烯醛浓度18%~19%、80℃时,在固定床反应装置上可连续运转1500h,且活性几乎保持不变,丙烯醛平均转化率为44.3%,3-HPA选择性平均为87.7%;若丙烯醛浓度降为12%,丙烯醛转化率为46%,3-HPA选择性达91.7%。
②3-HPA氢化制1,3-丙二醇
3-HPA加氢反应一般采用改进活性的Ni催化剂,如Ni/Al2O3或Pt附于TiO2载体或活性炭上,反应控制在30~180℃,氢气压力10.1~15.2MPa,常采用分段加热,以保证3-HPA的转化率和选择性接近100%及提高1,3-PDO的质量。
壳牌采用含Ni 50%的Ni/SiO2/Al2O3催化剂,在6.9MPa,50~80℃,3-HPA浓度3%~22.6%的条件下加氢,3-HPA的转化率达100%,1,3-PDO的选择性可大于100%,这说明催化剂可使部分高沸物转化成1,3-PDO。
Degussa的专利中以雷尼镍为催化剂,在13.5MPa、75℃下进行3-HPA加氢反应,其转化率在99%以上,1,3-PDO的选择性在99.5%以上。不过由于雷尼镍机械强度低,不适合于釜式反应,且反应后需要分离催化剂与反应产物,回收的催化剂也不能重复使用,因此工业应用受到限制。此外,该公司还选用负载Pt的TiO2催化剂进行3-HPA的加氢反应。当催化剂负载2%的Pt、9.0MPa、60℃时,3-HPA的转化率可达99%以上,1,3-PDO的选择性在98.5%以上。不过由于Pt的价格昂贵,不利于降低成本,所以3-HPA加氢主要选用以镍为活性成分的催化剂。Degussa公司由丙烯醛生产1,3-PDO的工艺流程如图2.1所示。
赫司特公司使用含钼的雷尼镍为催化剂,在1.73~5.52MPa、40~90℃、3-HPA浓度为20%条件下进行加氢,反应15~85min,3-HPA转化率为95%,1,3-PDO选择性最高可达100%。
国内石化企业也开展了以丙烯醛水合法合成1,3-PDO的方法研究。
上海石化以丙烯醛水合加氢制1,3-PDO的工艺是在装有阳离子交换树脂催化剂的固定床反应器中,在水合温度40~45℃,空速3-5h-1,丙烯醛质量分数13%~17%,丙烯醛单程转化率达到85%,选择性大于90%,水合后的3-羟基丙醛在高压釜内进行加氢,在催化剂投料量为1.5%~2.0%,一段加氢温度30~50℃,二段加氢温度为110~130℃,H2压力为6.0MPa,搅拌速度500r/min时,使用细颗粒雷尼镍催化剂可使3-HPA加氢转化率达到100%,1,3-PDO的选择性达到99%以上,在产品中醛基含量小于300μg/g。
黑龙江石油化学研究院采用丙烯醛水合氢化法制1,3-PDO,也已取得阶段研究成果。水合工艺采用聚苯乙烯螯合型离子交换树脂催化剂在固定床反应器中,在空速1 h-1,丙烯醛浓度15%~17%,反应温度60℃进行水合反应,丙烯醛转化率为83.2%,3-HPA选择性93%,3-HPA加氢时在反应温度60℃,压力5.0MPa,进料空速9 h-1的条件下,3-HPA转化率为96.6%,1,3-PDO选择性为99.6%。
中国石油兰州石化公司石油化工研究院,开展了以丙烯醛为原料的水合氢化制1,3-PDO的工艺路线。丙烯醛水合工艺在Φ40×900 mm的装填有600 ml离子交换树脂的固定床反应器上进行,在空速为3~6 h-1,丙烯醛的质量分数为14.9%,反应温度为60℃的反应条件下,丙烯醛的转化率为80.1%,3-羟基丙醛的选择性为87.5%。水合后的3-羟基丙醛经浓缩后,在2L高压釜上进行加氢,一段加氢温度为45℃,二段加氢温度为120℃,压力为6.0 MPa,搅拌转速为500 r/min时,使用适合于羰基选择性加氢的Ni-Al合金作雷尼镍催化剂,可使3-羟基丙醛的转化率大于98.2%,1,3-PDO加氢选择性大于99.2%。
2.1.2 环氧乙烷羰基化法
美国壳牌公司1995年开发出以环氧乙烷(简称EO)为原料的低成本1,3-PDO合成工艺,突破了其生产瓶颈,1,3-PDO及相关产品才取得了长足的发展。其反应式如下:
EO+C0+2H2—>HOCH2CH2CH20H
该方法以乙烯为原料,在280℃下用银催化剂将之氧化成环氧乙烷,随后反应又可分为一步法或两步法,一步法是环氧乙烷在90℃、10MPa、催化剂作用下生成1,3-PDO;二步法是环氧乙烷在85℃、10MPa、催化剂作用下进行羰基化反应,制备过程采用环氧乙烷、CO和H2为原料进行氢甲酰化反应生成3-羟基丙醛(3-HPA),再经固定床催化加氢制得1,3-PDO。其工艺流程如图2.2所示。
根据壳牌的专利,该技术包括许多重大的改进和创新。如EO羰基化催化剂采用八碳二钴、不加价格昂贵的膦配体,催化剂用量仅为反应中混合物的0.05%~0.3%,使费用大幅度降低;以MTBE为反应溶剂,产物和催化剂容易分离,3-HPA的浓度提高到35%以上;用水萃取3-HPA,钴催化剂的循环使用率达99.6%,通过控制羰基化反应中的水含量和3-HPA的浓度,使高沸点副产物很少,选择性大于90%。
中石化北京化工研究院吕顺丰等将环氧乙烷与合成气通入有机溶剂中,在羰基钴催化剂存在下,进行氢甲酰化反应;然后通入空气或氧气,使羰基钴催化剂氧化生成钴沉淀物;将钴沉淀物和溶液离心分离、过滤后返回反应釜中,进行下一次反应;向滤液中加入去离子水后进行真空蒸馏,得到3-羟基丙醛水溶液;最后进行氢化反应,生成1,3-丙二醇。本方法不使用有机膦配体助催化剂,也不需加入各种类型的氢甲酰化反应促进剂,效果较好,且成本低。
2.1.3 甲醛乙醛缩合制备1,3-丙二醇
将甲醛和乙醛通过催化剂KOH缩合成3-HPA的过程,用离子交换树脂脱除KOH后, 再用异丙醇铝将其还原制得1,3-丙二醇。该方法具有原料易得的优点,但异丙醇铝耗量大,生产1,3-丙二醇的成本也较高。
2.1.4 乙烯经Prins反应合成1,3-丙二醇
日本帝人公司开发了乙烯Prins反应合成1,3-丙二醇的技术路线。虽然该技术路线的化学过程较复杂,但所用的原料乙烯价廉易得,1,3-丙二醇的收率较高,副产物醋酸酯可以再次转化为1,3-丙二醇,具有很大的研究价值。但从上世纪80年代以后,关于此路线的研究工作和工业化进程均没有进一步深入报导。
2.1.5 以甘油为原料通过化学反应制备1,3-丙二醇
Celanese公司采用Rh-W催化剂,在200℃由甘油和合成气反应制备1,3-丙二醇, 联产1,2-丙二醇和丙醇。Chaminand.J研究了180℃,80bar氢气分压下化学法直接从甘油合成丙二醇的反应。Degussa公司采用以Al2O3为载体的磷酸催化剂, 在300℃将甘油转化成丙烯醛和羟基丙酮,然后丙烯醛再水合制取3-HPA,最后通过加氢制得1,3-丙二醇和1,2-丙二醇。这种方法因为产物有1,2-丙二醇而且底物甘油价格较高,所以竞争力不强。
2.1.6 由3-HPA一步加氢合成1,3-丙二醇
Besson.M在滴流床反应器中,采用钌系金属催化剂, 在40-60℃的反应条件下, 实现了从3-HPA溶液一步加氢合成1,3-丙二醇。在此反应系统中,催化剂的孔隙结构对于催化能力有较大的影响。催化剂容易失活,有机物沉积在催化剂表面,催化反应物接近催化剂活性中心是引起催化剂失活的主要原因。实验范围内,最有效的催化剂是大孔径的TiO2。
虽然各种化学法合成路线各有优势和开发的潜力, 但是由于丙烯醛水合法和环氧乙烷羰基化法已经成功的应用在几家大的化工企业如DuPont、Shell、Degussa等,新开发化学法合成路线并不具有优势,而且,随着生物合成方法研究的不断深入,采用可再生资源生产1,3-丙二醇更加引起人们的关注。因此,工业上应用主要还是丙烯醛水合法和环氧乙烷羰基化法。
2.2 1,3-丙二醇生物法合成研究及进展
尽管化学法是当前世界上生产1,3-丙二醇的主要方法,但化学法生产成本高,消耗了人类不可再生的有限资源,而且造成环境污染,因此人们把目光转移到生物法生产上,并进行了大量的研究工作。西方国家的大型跨国公司,如美国杜邦、道化学、德国拜尔、赫司特,英国ICI等都投入巨额资金和庞大科研力量进行生物技术的研究,在许多方面已取得令人瞩目的成果。
美国杜邦生物原料公司和Genercor公司正在合作开发由微生物法生产出1,3-PDO的工艺。该研究是以生物技术为特征的“绿色工业”向传统石油化工提出了强有力的挑战。
杜邦公司采用单糖和多糖等碳水化合物作为碳底物,通过与脱水酶基因的单一微生物接触,在适当的发酵条件下制备1,3-PDO。该公司多次声称生物工程技术取得了重大突破。已申请了多项专利,2006年实现生物转化法生产1,3-PDO。
其实早在1881年,Auhust Freund就发现Clostridium pasteuyianum能代谢甘油生成1,3-丙二醇。随后人们陆续发现了一些能将甘油转化为1,3-丙二醇的微生物,主要包括:肺炎杆菌、弗氏柠檬酸菌和梭菌属的丁酸梭状芽孢杆菌等。在培养方式上,不同研究者开发了诸如补料批式发酵、连续发酵、两段法发酵等多种发酵工艺来生产1,3-丙二醇,各个工艺的特点和研究水平如下所述。
2.2.1 补料批式发酵
生物法生产过程中,最常用的培养方式是补料批式发酵,它具有操作简单、对设备要求低等特点。培养过程中通过补加底物的方式,可消除底物抑制,提高产物浓度和甘油转化率。摘自六鉴投资《1,3-丙二醇技术与市场调研报告》
Xin Z L以单位体积1,3-丙二醇产量为优化目标,研究了批式发酵和连续发酵过程中的最优发酵条件。在接种量为10%的批式发酵中,最优的底物甘油浓度为88g·L-1,1,3-丙二醇产率为4g·L-1·h-1。目前,通过补料批式发酵,1,3-丙二醇的发酵水平可以达到70g·L-1以上,已经有一些研究单位正在积极的进行中试生产规模的研究。今后研究的目标是进一步提高产量和产率,降低生产成本,使之能够和化学法生产工艺相竞争。
2.2.2 连续发酵
连续培养可以获得较高的设备利用率及生产速率, 但操作复杂、设备投资大, 而且产物浓度相对较低,不利于产品后处理。利用连续培养,控制甘油浓度过量,可获得较高的产物浓度和转化率。如Menzel利用K.pneumoniae通过控制甘油浓度超过50g·L-1,在稀释率0.1h-1条件下,1,3-丙二醇浓度达到48g·L-1,物质的量转化率0.63mol·mol-1,接近最大理论转化率。
Xin Z L等在连续发酵工艺中,稀释率为0.29 h-1,67g·L-1甘油条件下,产率为8.7g·L-1·h-1。通过连续发酵可以实现较高的产率,但1,3-丙二醇的发酵浓度还不高,增加了后续产品分离的成本。
2.2.3 两段法发酵工艺
两段法发酵是一种常用的发酵方法。
Hartlep研究了混合菌两步发酵生产1,3-丙二醇,发现重组E.coli更适合作为第一步的生产菌株,应用重组E.coli和K.pneumoniae进行两步发酵,1,3-丙二醇浓度达到14.1g·L-1,葡萄糖到1,3-丙二醇的转化率达到0.17g·g-1。
杨东开发了两阶段双底物发酵工艺,1,3-丙二醇浓度达到50.16g·L-1,生成速率达0.836g·L-1·h-1,比对照工艺提高45%。
Chen k k研究了前期厌氧、后期有氧发酵工艺,1,3-丙二醇发酵浓度达到了69.9g·L-1,比全厌氧发酵工艺1,3-丙二醇浓度提高了18.4%。
国内大连理工大学生物化工研究所与德国国家生物技术研究中心合作,研究开发甘油转化生产1,3-丙二醇的技术,已取得进展。目前,该所又与中科院化工冶金研究中心合作,开展连续发酵生产甘油与1,3-丙二醇联产的新工艺研究,鉴于1,3-丙二醇生产技术现状及国内具体情况,大连理工大学生物工程系修志龙等提出以玉米为原料,经两步发酵生产1,3-丙二醇新工艺,其流程如图2.3所示。
2004年12月19日,修志龙教授主持完成的“微生物发酵法中试生产1,3-丙二醇”项目通过鉴定,与会专家认为该项目采用的发酵和分离技术具有明显的创新性,总体处于国际先进水平。目前,黑龙江辰能生物工程有限公司即采用此方法生产1,3-丙二醇。
2.2.4 双底物发酵培养
当以甘油为唯一碳源,1,3-丙二醇理论最大物质的量转化率为0.72mol·mol-1。采用葡萄糖、乳糖等糖类和甘油进行协同发酵,糖类可以提高额外的还原物质还原甘油,因此协同发酵的转化率应高于理论最大物质的量转化率。
Biebl研究了葡萄糖、1,2-乙二醇、1,2-丙二醇作为辅助底物对Cl.butyricum和C.freundii发酵甘油转化率的影响。发现葡萄糖作为辅助底物可以使甘油的转化率提高到0.90mol·mol-1,而另外两种化合物作为辅助底物,转化率不但没有提高反而降低。
Abbad-Andaloussi利用葡萄糖作为辅助底物也得到了类似的结果。甘油对1,3-丙二醇的物质的量转化率达到0.92--0.93mol·mol-1。
Malaoui的研究结果表明,在甘油浓度一定的情况下,逐步增加葡萄糖,使得碳源向还原途径转移,甘油到1,3-丙二醇的转化率从0.63mol·mol-1上升到0.89mol·mol-1。
由于葡萄糖是比甘油更廉价的碳源,此工艺有望进一步降低发酵成本。
清华大学与华东理工大学协作,对以克雷伯氏菌和葡萄糖作为辅助底物发酵生产1,3-丙二醇进行了研究,结果表明葡萄糖单独作为底物发酵时不生成1,3-丙二醇,以葡萄糖和甘油为混合底物时,则可以显著提高菌体浓度。在甘油为底物的批式发酵过程中,通过流加葡萄糖作为辅助底物可以提高1,3-丙二醇的转化率,同时可缩短发酵时间。通过选择合适的葡萄糖流加速率,较单一甘油的发酵结果,1,3-丙二醇的转化率最高可达64.9%。生产强度为1.005 g/(L·h),提高了139.9%。采用流加甘油发酵工艺发酵最终1,3-丙二醇浓度和转化率和生产能力可分别达到397.7mol、0.625mol/mol和6.86mmol/(L·h)。
2.2.5 微好氧发酵工艺
虽然1,3-丙二醇是在厌氧条件下发酵得到的,但供给少量氧(微氧发酵)能够促进菌体的生长达到较高的菌浓密度,提高1,3-丙二醇的转化率。
Chen X研究对微好氧发酵工艺进行理论分析和计算表明,如果丙酮酸裂解所得的乙酰CoA全部进入三羧酸循环产生还原当量与ATP, 那么理论上1,3-丙二醇的mol转化率可以从0.72提高到0.85。
酶法测定表明在甘油的厌氧发酵过程,一部分TCA循环的反应仍然是活跃的。
王剑锋在微好氧条件下批式发酵的实验结果表明:1,3-丙二醇的终浓度和甘油到1,3-丙二醇转化率与厌氧发酵接近。然而在微好氧的情况下,发酵结束时乙醇浓度要比厌氧条件少,微好氧批式发酵的时间比厌氧发酵缩短,从而增加了1,3-丙二醇生产强度。微好氧条件下补料批式发酵单位体积的1,3-丙二醇生产强度几乎是厌氧条件下补料批式发酵的两倍,达到1.57g·L-1·h-1,微好氧工艺1,3-丙二醇浓度最终达到59.5g·L-1。
利用微好氧发酵不仅有望提高发酵生产强度,也有望提高菌体浓度,从而提高单位体积1,3-丙二醇发酵产率,而且由于好氧发酵比厌氧发酵工艺操作简单,更适合大规模生产。
清华大学应用化学研究所刘德华教授等近年来又发明了一种外源添加反丁烯二酸促进微生物合成1,3-丙二醇的方法,适用于1,3-丙二醇的厌氧及有氧发酵过程,其优点在于:可加速菌体对甘油的利用,显著提高1,3-丙二醇浓度和生产强度,降低生产成本。针对1,3-丙二醇发酵过程中副产较大量的有机酸(盐)的特点,他们在国际上率先将电渗析脱盐技术引入1,3-丙二醇提取工艺,并通过絮凝、浓缩和精馏等工序,使产品纯度达到99.92%,收率达80%以上。其中试产品在仪征化纤、辽阳石化等单位试用,与从国外进口的1,3-丙二醇聚合得到的PTT进行对比,结果表明清华大学生物法1,3-丙二醇中试产品聚合得到的PTT的特性粘度、色泽等关键技术指标超过了进口产品。摘自六鉴投资《1,3-丙二醇技术与市场调研报告》
2.2.6 反应分离耦合发酵
为消除产物抑制,Reimann研究了Cl.butyricum细胞循环下的连续培养方式。通过中空纤维膜分离发酵产物,而菌体通过循环回到反应器中继续转化生产,在稀释率为0.5h-1,底物甘油浓度为56g·L-1,1,3-丙二醇浓度达到了26.5g·L-1,是对照(连续发酵)工艺的4倍。表2.1总结了目前野生菌株发酵合成1,3-丙二醇的工艺研究状况和发酵水平。
表2.1 野生菌株发酵合成1,3-丙二醇工艺研究和发酵水平现状
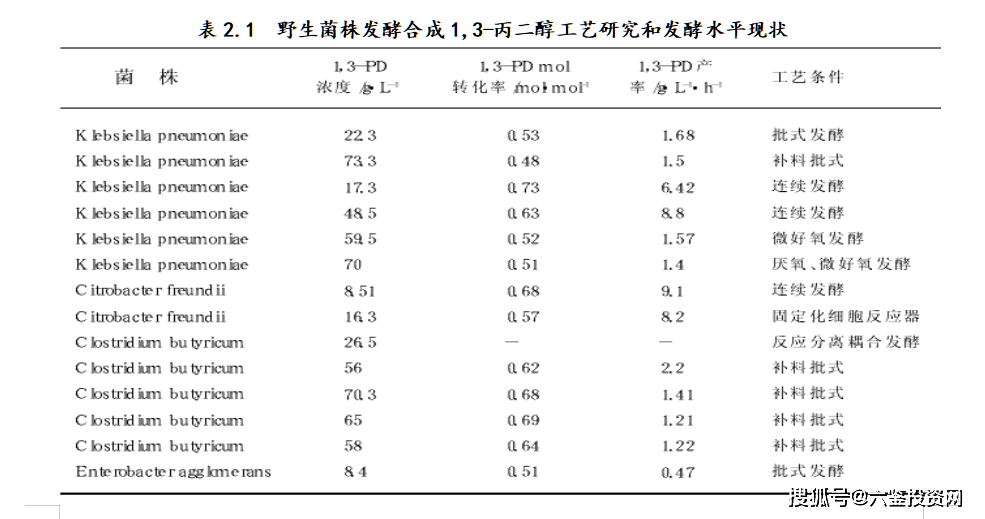
目前,采用生物法制备1,3-丙二醇主要有以甘油为原料的微生物发酵工艺和以葡萄糖为原料的微生物发酵工艺两种。
2.2.7 以甘油为原料的微生物发酵工艺
以甘油为原料的微生物发酵生产1,3-丙二醇工艺是基于自然界存在的克雷伯氏肺炎杆菌和丁酸梭状芽孢杆菌,它们具有在厌氧条件下使甘油转化成1,3-丙二醇的能力。在菌种的发酵过程中,甘油消耗路径主要有两种:其一为甘油脱水酶催化甘油脱水,转化成3-羟基丙醛,3-羟基丙醛再被还原得到1,3-丙二醇;其二为甘油在脱氢酶作用下生成副产物。此外,由于菌体生长和氧化代谢支路都要消耗部分甘油,使得甘油转化为1,3-丙二醇的摩尔转化率不高,多年来,研究人员在甘油生物歧化过程的代谢途径、动力学特征等方面已进行了较为深入的研究,发现甘油作为唯一碳源的最大理论摩尔转化率为72%。而生物柴油的快速发展提供了大量廉价的副产物甘油,预计2009--2010年,甘油的市场供应能力将超过454kt/a。目前美国生物柴油生产厂已将其副产品粗甘油价格降到100美t,以甘油为原料,用生物技术生产1,3-丙二醇,既节省原料成本,还可缩短生物发酵流程,与化学合成法生产1,3-丙二醇相比,成本可降低1/2以上,并可节省1/3的能耗。
目前,清华大学采用自有专利技术直接利用生物柴油的副产粗甘油发酵生产1,3-丙二醇,生物柴油生产过程中的副产物粗甘油无需进一步处理即可用于1,3-的发酵。该技术已完成了50m3的发酵试验,1,3-丙二醇质量浓度可达70g/L,实现了酶法制备生物柴油和生物柴油副产物甘油发酵生产1,3-丙二醇的工艺耦合。大连理工大学也已在实验室采用膜过滤将脂肪酶催化甲醇或乙醇与油脂反应生成生物柴油和微生物转化甘油为1,3-丙二醇两个过程耦联起来开展研究。
安徽立兴化工有限公司用自然突变和驯化的菌种、以甘油为原料发酵法生产1,3-丙二醇,在20OOL发酵罐进行中试,2006年通过鉴定,发酵时间28h,甘油利用率90%,发酵液产醇质量浓度为6O~80g/L,1,3-丙二醇总收率为60.5%。现正计划年产万吨级的生产装置。
华东理工大学自2002年开始进行生物法1,3-丙二醇的研究,自主筛选了一支高产稳定的1,3-丙二醇生产菌株KG2,并在此基础上针对甘油转化1,3-丙二醇的关键步骤进行了研究,目前已经成功地解决了发酵过程不稳定的问题,同时摸索了粗甘油利用的工艺路线,显著地降低了原料成本。 在产品分离方面采用反应萃取技术,降低分离成本的同时,显著提高了产品的质量。小试条件下发酵30小时,1,3-丙二醇的产物浓度稳定在63g/L以上,对甘油转化率稳定在61%以上,发酵综合指标处于国内领先水平。2007年福建圣达生物科技有限公司与华东理工大学合作,共同进行1,3-丙二醇生物法的产业化开发,于2007年5月份在镇江东方生物工程装备有限公司成功完成了5吨发酵罐规模的发酵中试实验,发酵30小时,1,3-丙二醇的产量到达63g/L,转化率为62%。同年提取精溜工段中试在浙江省某化工中试基地完成,产品纯度99.95%,羰基含量≤50ppm。中试产品质量经上海技术监督局检测与壳牌产品相当,中试产品委托中国石化仪征化纤股份公司进行了PTT聚酯合成试验,试验结果表明,产品完全能满足聚酯合成的要求。
2.2.8 以葡萄糖为原料的微生物发酵工艺
从自然界分离获得的菌种只能以甘油为碳源,无法直接利用葡萄糖生产1,3-丙二醇,以降低微生物发酵法的成本。但当以甘油为唯一碳源,1,3-丙二醇理论最大转化率为72%。采用葡萄糖、乳糖等糖类和甘油进行协同发酵,糖类可以提供额外的还原物质还原甘油。因此协同发酵的转化率应高于理论最大转化率。
Biebl研究了葡萄糖、1,2-乙二醇、1,2-丙二醇作为辅助底物对发酵甘油转化率的影响,发现葡萄糖作为辅助底物可以使甘油的转化率提高到90%。而另外两种化合物作为辅助底物,转化率不但没有提高反而降低。
而刘海军通过几种不同原料制备的甘油对克雷伯杆菌厌氧发酵生产1,3-丙二醇的影响的比较实验,验证了两步发酵法生产1,3-丙二醇工艺路线的可行性。在甘油初始质量浓度相同(70g/L)的条件下,以葡萄糖为原料进行发酵得到的甘油转化为1,3-丙二醇的效果较好,发酵15h,甘油转化为1,3-丙二醇的转化率为45.1%;皂化甘油生产1,3-丙二醇的发酵时间为18h,转化率为44.2%;而以玉米淀粉水解液发酵的甘油转化为1,3-丙二醇需要31h,转化率仅为26.5%。
Abbad—Andaloussi利用葡萄糖作为辅助底物也得到了类似的结果。甘油对1,3-丙二醇的转化率达到92%~93%。
MalaouiH的研究结果表明,在甘油浓度一定的情况下,逐步增加葡萄糖,使得碳源向还原途径转移,甘油转化为1,3-丙二醇的转化率从63%上升到89%。
由于葡萄糖是比甘油更廉价的碳源,此工艺有望进一步降低发酵成本。
另外,Du Pont公司和Genencor公司利用基因工程技术,在大肠杆菌中插入取自酿酒酵母的基因,从而将葡萄糖转化为甘油,再插入取自柠檬酸杆菌和克雷氏菌的基因,将甘油转化为1,3-丙二醇,开发了由葡萄糖一步法生产1,3-丙二醇的发酵技术,使生产效率提高了近500倍,有效地提高了1,3-丙二醇的产率,其投资比化学合成法减少25%。
Du Pont公司和英国Tate&Lyle公司合作,于2000年在1套规模为45.4t/a的中试装置上对该技术进行了验证并获得成功。该技术的关键是使用了转基因的微生物,并通过2种微生物结合制得一种酶,利用这种酶可实现高速发酵。化学系统公司将该生物技术与其他几种生产1,3-丙二醇的化学工艺路线进行了比较,结果表明,杜邦公司的以葡萄糖为原料的微生物发酵工艺路线较以丙烯醛为原料的老工艺路线有明显的优势,与壳牌公司的环氧乙烷工艺路线相比也有很大的竞争力。2004年5月,杜邦和Tare&Lyle公司已经建立了一家合资公司杜邦Tate&Lyle生物产品公司,使用2家公司共同开发的专有发酵和精制工艺,由谷物发酵制取1,3-丙二醇,并在田纳西州建设1套工业化装置,已于2007年投产。
清华大学以葡萄糖或粗淀粉(如木薯粉)为原料,采用双菌种两步发酵法生产1,3-丙二醇。该技术路线已经在5000L发酵罐中生产,获得产醇率为60—65kg,并通过中试研究。研究人员针对1,3-丙二醇发酵过程中副产有机酸(盐)量较大的特点,在国际上率先将电渗析脱盐技术引入1,3-丙二醇提取工艺,并通过絮凝、浓缩和精馏等工序,制得的产品纯度达到99.92%,收率达到80%以上。
大连理工大学生物化工研究所研究开发甘油转化生产1,3-丙二醇的技术,已经取得进展。提出以玉米为原料,经发酵两步生产1,3-丙二醇的新工艺,即首先将玉米淀粉变糖化液,经氧发酵生成甘油,然后经过厌氧发酵制1,3-丙二醇。清华大学与华东理工大学对以克雷伯氏菌和葡萄糖作为辅助底物发酵生产1,3-丙二醇进行了研究,在以甘油为底物的发酵中,通过掺加葡萄糖作为辅助底物可以提高1,3-丙二醇转化率,同时缩短发酵时间,通过选择合适的葡萄糖加入速率,其转化率最高可以达到64.9%。
天冠集团与清华大学等部门联合攻关的发酵法生产1,3-丙二醇技术,在通过教育部组织的成果鉴定后,又成功进行了500吨/年的工业性试验,产品经国家化学试剂质量监督检验中心检测,纯度达99.9%,各项理化指标均达到国际水平,为微生物法发酵生产1,3-丙二醇的工业化提供了经济可行的工艺路线。天冠集团正在筹建千吨级的1,3-丙二醇生产线。这是天冠集团即将上马的50万吨玉米深加工项目的子项目,项目组从2005年底组建,目前已完成了菌种的培养筛选工作、5m3和50m3发酵罐中试等技术研究。与国内其他工艺相比,该技术菌种耐受性好、发酵浓度高、发酵周期短、生产强度高,生产成本也相对降低,原料转化率已达到50%。
2.3 1,3-丙二醇合成工艺比较
丙烯醛路线反应条件比较温和,工艺简单,技术难度也不大,加氢工艺成熟,催化剂体系简单,对设备要求不高;符合我国国情。但丙烯醛本身也是一种重要的有机中间体,成本较高,而且属剧毒易燃易爆物品,难以储存和运输。
环氧乙烷羰基化法的特点是技术难度大,设备投资高,催化剂体系复杂,制作工艺苛刻,配位体剧毒,但产品的质量和成本有竞争力。若采用该工艺,需要有较高的综合技术水平。摘自六鉴投资《1,3-丙二醇技术与市场调研报告》
环氧乙烷羰基化法在我国工程化应用方面存在的困难是:
1、高效催化剂体系复杂,制作工艺苛刻且不稳定,配位体剧毒剂的选择和改进;
2、反应压力较高,氢甲酰化反应压力在10MPa左右,反应器结构相当复杂。采用该技术路线须具备较高的综合技术水平和产业群体素质。
与化学合成法相比,生物工程法具有条件温和、操作简便、副产物少、选择性好、能源节省、设备投资少和环境良好等特点,是1种生产成本最低,污染最少的方法。随着生物技术在化学工业的渗透,生物法生产1,3-丙二醇工艺逐步完善。
1,3-丙二醇作为生产PTT的重要单体,世界各国对此生产技术高度重视。如上所述,1,3-丙二醇有多种合成方法和工艺路线,而最有工业应用前景的生产方法主要有3种:环氧乙烷羰基化法、丙烯醛水合法和生物工程法,不同的1,3-丙二醇工艺路线各具特点。
2.4 1,3-丙二醇合成工艺选择
目前,工业上采用化学合成法(原料为石油)和生物合成法(其主原料为甘油、葡萄糖等)生产1,3-丙二醇。化学合成法具有设备投资大,原料价位高、技术难度高、需要重金属催化剂、环境污染大等缺点,化学法生产1,3-丙二醇的局限性越来越明显。鉴于此,研制一套选择性强、效率高、成本低、无污染的生物法制备1,3-丙二醇工艺以替代化学法成为当务之急。
生物法合成1,3-丙二醇的研究主要集中在两条技术路线:一条是葡萄糖路线,还有一条是甘油路线。杜邦公司投入23亿美元研发经费研究基因嫁接法的高产菌株,葡萄糖路线以杜邦公司为代表,2002年杜邦报道了以大肠杆菌为宿主构建了一株直接利用葡萄糖为原料生产1,3-丙二醇的菌株,发酵结束1,3-丙二醇浓度达135g/l,生产强度为3.5g/l·h,此成果被评为美国该年度总统绿色化学奖。2004年杜邦和Tate&lyle合作,投资1.7亿美元,建设商业化的生产装置,2006年11月底工业化装置已经试运行,设计生产规模为4.54万吨/年,开了生物法工业化生产1,3-丙二醇的先河。
除葡萄糖路线外,甘油路线是另一种广泛研究的生物法1,3-丙二醇工艺。同葡萄糖路线相比,因甘油路线基于天然菌种,操作过程中不依赖于价格昂贵的辅酶,因此操作成本要优于葡萄糖路线但因原料甘油的价格远高于葡萄糖所以原料成本要高于葡萄糖路线。但是近年来情况有了变化,随着世界范围内生物柴油工业的飞速发展,作为生物柴油工业主要副产物的粗甘油,产量逐年上升,价格逐年降低。从1995年12月到2005年12月10年间,国际市场上精甘油的价格从2300美元/吨下降到800美元/吨,80%粗甘油的价格更是从900美元/吨下降到110美元/吨。因此粗甘油路线正成为另一条低成本的1,3-丙二醇生物合成工艺路线而越来越受到重视。
甘油路线的研究代表为德国生物工程研究中心。国内1,3-丙二醇的研究也主要集中于甘油路线,多所高校及研究单位开展了相关工作,如大连理工、清华大学等。国家对1,3-丙二醇的研究也给予高度关注,从最初的自然科学基金到国家“十五”以及最近的“十一五”都给予了相当的资助。目前国内研究的重点是克雷伯氏肺炎杆菌(Klebsiella pneumoniae)转化甘油生成1,3-丙二醇的发酵工艺,比如在底物流加和溶氧控制方面取得了一些进展,但目前还没有产业化的装置。主要存在的问题是:
1)甘油转化率不高,发酵时间长80~70小时,此外克雷伯氏菌是一个兼性菌,在控制过程中对营养要求复杂,控制不当会造成发酵结果的大起大落,给工业实施带来很大的风险;
2)研究主要以精甘油为原料,这也造成生产成本受至于精甘油价格的波动;
3)发酵产物的提取也是制约生物法1,3-丙二醇产业化的关键问题,1,3-丙二醇大量用于聚酯中,需要达到聚酯级,含量要大于99.5%,而且其中羰基含量要低,羰基含量≤150ppm。





